Yhteisöllinen työpaja

Jouluviikolla 20.12. asennettiin Tampere Hacklabin laserleikkuriin uusi laserputki ja uusi jäähdytyslaite. Cloudrayltä tilattu 130W RECI W6 on fyysisesti samankokoinen kuin edellinen putki mutta nimellisteholtaan 20W vähemmän kuin edellinen. Tästä voisi äkkiä päätellä että leikkuutehoa olisi nyt vähemmän kuin aiemmin, mutta tilanne on päinvastainen. Kun kiinalaisessa lasilaserputkitehtaassa valmistetaan putkia, ne luokitellaan säteen laadun mukaan. Hyvälaatuisessa säteessä tehoprofiili näyttää korkealta gaussin käyrältä, eli suurin osa tehosta on pakkautuneena mahdollisimman paljon säteen keskelle. Huonolaatuinen säde voi olla leveyssuunnassa levinnyt gaussin käyrä tai pahimmillaan jopa keskeltä kuopalla. Säteen laatu testataan testipoltolla ilman linssiä akryyliblokkiin (mode burn). Käytännössä huonolaatuiset putket ovat toimivia, mutta leikkauskäyttöön sopimattomia. Huonoja putkia ei tietenkään tehtaalla aleta korjaamaan, vaan ne yleensä päätyvät sitten laadusta piittaamattomille kauppiaille, jotka myyvät aitoja putkia houkuttelevasti hieman halvemmalla. Säteen laatua ei vaan yleensä merkata selkeästi ja vertailukelpoisesti kuten wattimääriä, niin putken hankkiminen on helposti arpapeliä. Hyvä vertauskuva on veitsi, jonka terävyyttä vastaa lasersäteen laatu ja laserin teho wateissa vastaa voimaa jolla veistä painetaan leikattavaan materiaaliin.
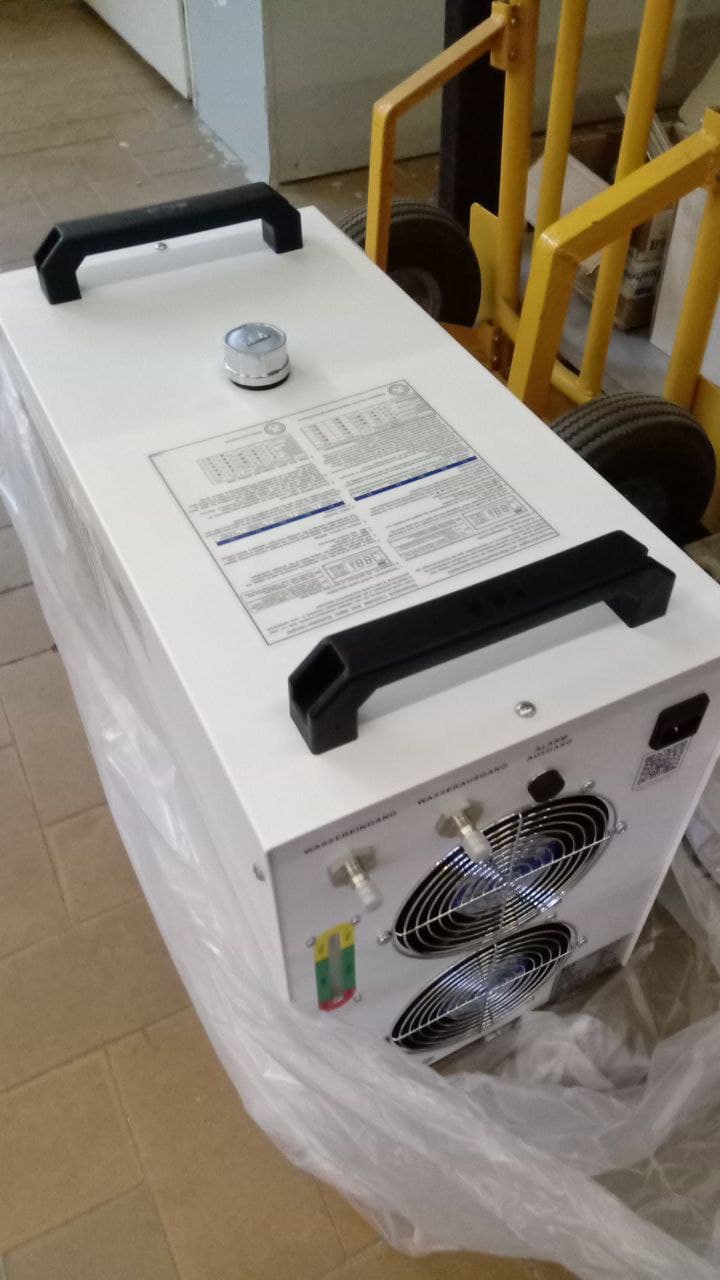
Jäähdytyslaite on laserputken välttämätön lisälaite, jota ilman putken käyttötunnit hupenevat nopeasti nollaan. Tilasimme cloudrayltä putken lisäksi CW5200 Industrial Chiller jäähdytyslaitteen. Jäähdytyslaitteen integroitu virtauskytkin on laserin suurjännitelähteen suojapiiriin kytketty, joten laseria ei pysty käyttämään jos jäähdytyslaite ei ole päällä. Edellisen jäähdytysjärjestelmän lämpömittari on kytketty irti, mutta sen voisi tulevaisuudessa liittää esimerkiksi laserputken päätypeilin lämpöjä vahtimaan.
Koska uusi putki on fyysisiltä ulkomitoiltaan vanhan kanssa vastaava, putken kannakkeita ei tarvinnut säätää. Riitti että kaikki kolme peiliä suunnataan. Prosessi on iteratiivinen etsintä, koska säde on näkymätön ihmissilmälle ja voimme ainoastaan nähdä säteen aiheuttaman vaurion. Nopein metodi on poistaa peili pidikkeestään ja pistää pala maalarinteippiä tilalle. Ensin Y-akseli ajetaan äärilaitaan niin että säteen matka putkelta peilille on lyhyimmillään. Sitten ammutaan lyhyt pulssi niin että teippiin tulee jälki. Ensimmäisen teipin päälle laitetaan toinen pala teippiä, ja akseli ajetaan toiseen ääriasentoon. Ammutaan toinen lyhyt pulssi ja vertaillaan jälkien sijaintia toisiinsa. Tavoitteena on saada pisteet täsmälleen samaan kohtaan kummassakin ääripäässä, koska silloin säde kulkee yhdensuuntaisesti koneen akseliston kanssa. Pisteen olisi hyvä olla suunnilleen peilin keskellä, mutta se on yhdensuuntaisuuteen nähden toissijaista. Jos osumapistettä halutaan siirtää eri kohtaan peilillä, se tapahtuu putkea tai peilipidikettä siirtämällä, ei peilin kulmaa säätämällä.

Koneen sisusta oli myös päässyt melko törkyiseen tilaan. Leikattavista materiaalista jää jälkeen nokea ja muuta ryönää, jota sitten oikein porukalla puunattiin aparaatin sisuksista. Säännöllisemmin puhdistettujen optisten osien lisäksi kaikki X-akselin liikkuvat osat purettiin, puhdistettiin ja voideltiin. Leikkurin pedin kaikki alumiiniset rivat irrotettiin ja puhdistettiin saippuavedellä. Myöskin poistoventtiilit imuroitiin auki.
Viimeisenä säätötoimenpiteenä tällä erää olen yrittänyt löytää optimaalisia asetuksia koneen nykyiselle mekaniikalle ohjaimen firmwaren asetuksista. Nopeus-, kiihtyvyys- ja nykäysarvoja (speed, acceleration and jerk) säätämällä olen 4mm vaneria leikannut nyt 2000 mm/min nopeudella ja 65% teholla onnistuneesti. Suurempiin nopeuksiin on vielä varaa laserputken puolesta vaikka kuinka, mutta koneen mekaniikka ei ole erityisen jäykkä, jolloin kiihtyvyyden ja nykäyksen pitää olla aika maltilliset, jotta leikkuupää pysyy halutulla radalla eikä värähtele suunnanmuutoksen jälkeen holtittomasti. Liiallinen varovaisuus näissä arvoissa ei leikkaamisessa varsinaisesti haittaa, mutta kaivertaessa viivoista tulee epätasaisen värisiä; tummempia aluissa ja lopuissa kun kiihdytysvaiheessa nopeus on pienempi kuin pitkillä suorilla, missä määritelty nopeus lopulta saavutetaan. Eli kompromissi on löydettävä.

Tällä hetkellä Tampere Hacklabin laserleikkuri on erinomainen nimenomaan leikkaamiseen, mutta rasterointiin uusi putki ei varsinaisesti vaikuta. Rasterointiominaisuuksien parantamiseen täytyy päivittää mekaniikkaan vähintään koneen X-akselille (mieluummin tietty myös Y-akselille) hyvälaatuinen lineaarikisko, uudet hihnat vanhojen tilalle ja vahvemmat stepperimoottorit (tai ehkä jopa servot?). Myös joissain 3D tulostimissa käytettävä klipper firmware voisi mahdollistaa mekaniikan resonanssien kompensointia. Elektroniikan osalta nykyinen smoothieboard on vain liian hidas kunnolliseen rasterointiin, eli sekin pitäisi päivittää. Myös tietokoneen ja ohjelmiston päivittämisestä olisi hyötyä etenkin isompien tiedostojen käsittelyn kanssa.
Laserputken asennustyön ja optiikan kalibroinnin tarjosi A-Mekanisaatio Oy.
Comments
There are currently no comments
New Comment